01
Part One
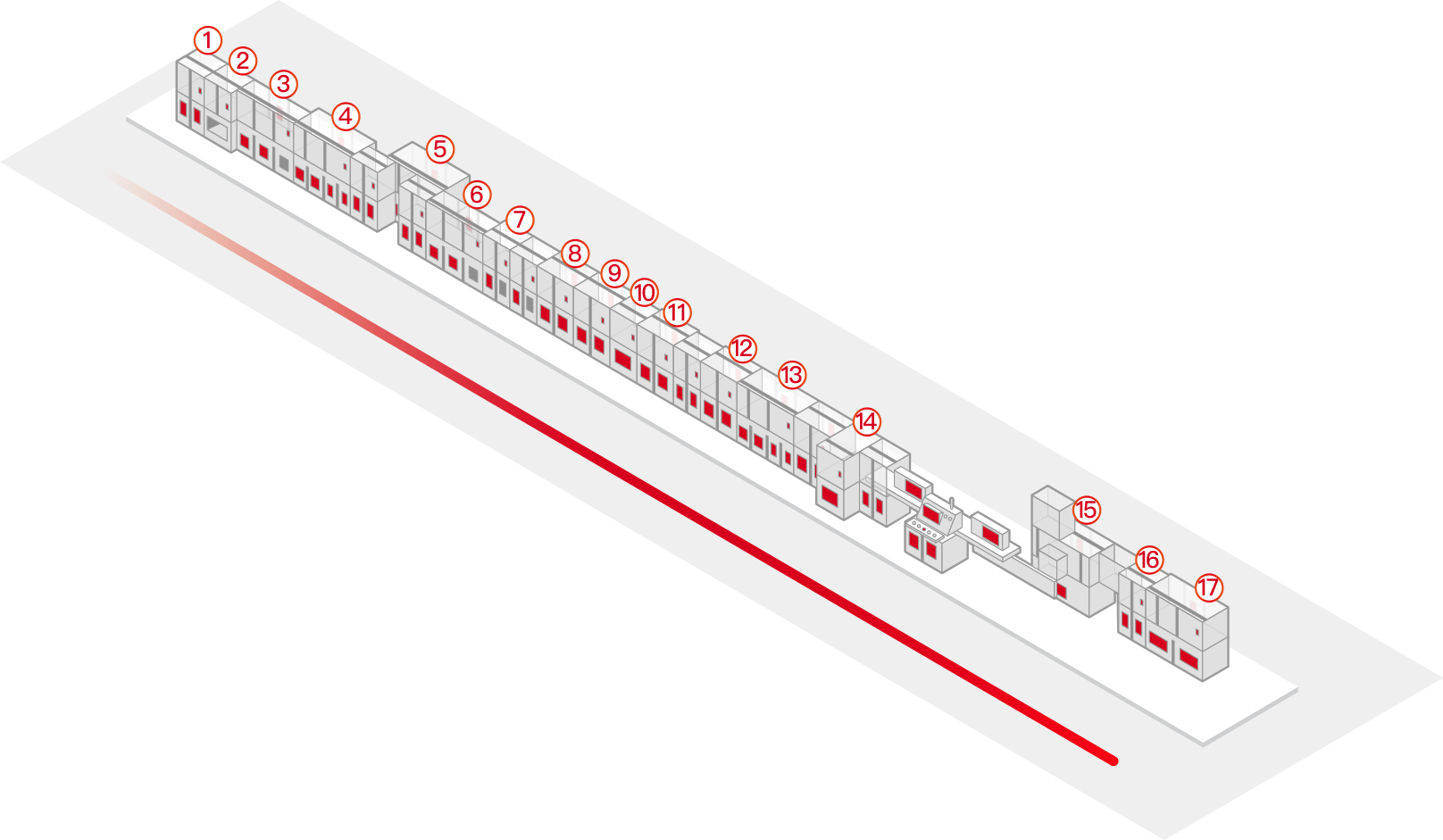
详尽的动画流程介绍,带您了解18S2038电池自动线解决方案的强大之处)
02
Part Two
设备规格:总长32.5M,宽2.2M,高1.8M;自动扫码机(长1.6m,宽1.5m,高1.8m)在线外
03
Part Three
总体设计准则与总体设计理念
04
Part Four
所有生产数据连接实时上传系统
自动上料平台
二轴移动机械手及产品自动定位于夹具装置
信息孤岛现象依然存在--尽管有了DCS的订单接口,后续生产数据仍然无法做到与DCS及ERP系统的数据交互。